- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Obecný vztah řešení pro návrh rozměrů pólových desek válcových baterií
Obecný vztah řešení pro návrh rozměrů pólových desek válcových baterií
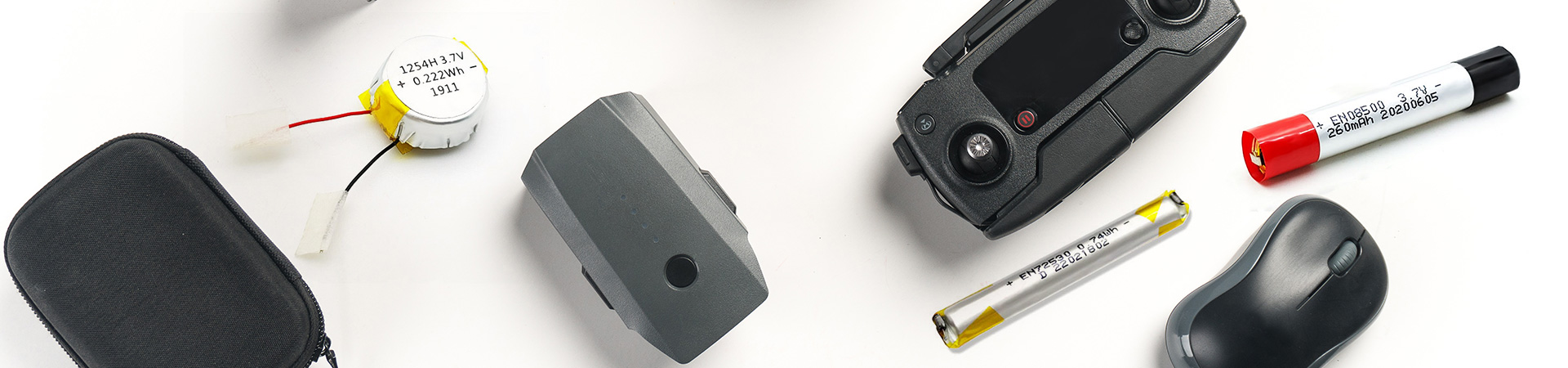
Lithiové baterie lze podle způsobu balení a tvaru rozdělit na čtvercové, měkké a válcové baterie. Mezi nimi mají válcové baterie hlavní výhody, jako je dobrá konzistence, vysoká efektivita výroby a nízké výrobní náklady. Mají více než 30letou historii vývoje od svého založení v roce 1991. V posledních letech, s uvedením technologie Tesly na všechny póly, se aplikace velkých válcových baterií v oblasti napájecích baterií a skladování energie zrychlila a stala se výzkumem hotspot pro velké společnosti vyrábějící lithiové baterie.
Obrázek 1: Porovnání výkonu na jedné a systémové úrovni lithiových baterií různých tvarů
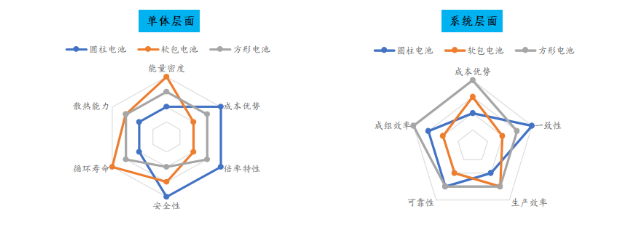
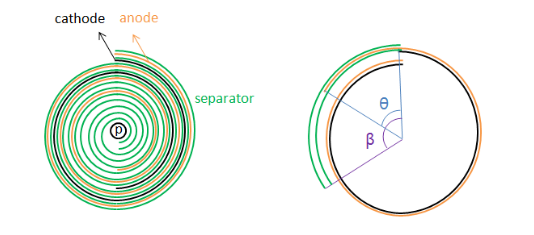
Válcový plášť baterie může být ocelový plášť, hliníkový plášť nebo měkký obal. Jeho společným znakem je, že výrobní proces využívá technologii navíjení, která využívá navíjecí jehlu jako jádro a pohání navíjecí jehlu tak, aby se otáčela, aby navrstvila a obalila izolační fólii a elektrodovou desku dohromady, čímž nakonec vytvoří relativně jednotné válcové jádro navíjení. Jak je znázorněno na následujícím obrázku, typický proces navíjení je následující: nejprve navíjecí jehla upne membránu pro předvinutí membrány, poté se záporná elektroda vloží mezi dvě vrstvy izolační fólie pro předvinutí záporné elektrody, a poté je kladná elektroda vložena pro vysokorychlostní navíjení. Po dokončení navíjení řezací mechanismus odřízne elektrodu a membránu a nakonec se na konec nanese vrstva lepicí pásky pro fixaci tvaru.
Obrázek 2: Schematické schéma procesu navíjení
Rozhodující je kontrola průměru jádra po navinutí. Pokud je průměr příliš velký, nelze jej sestavit, a pokud je průměr příliš malý, dochází k plýtvání místem. Proto je rozhodující přesný návrh průměru jádra. Naštěstí válcové baterie mají relativně pravidelnou geometrii a obvod každé vrstvy elektrody a membrány lze vypočítat aproximací kruhu. Nakonec lze shrnout celkovou délku elektrody, aby se získal návrh kapacity. Souhrnné hodnoty průměru jehly, čísla vrstvy elektrody a čísla vrstvy membrány jsou průměrem navinutého jádra. Je třeba poznamenat, že hlavními prvky designu lithium-iontových baterií jsou kapacitní a velikostní design. Kromě toho můžeme prostřednictvím teoretických výpočtů také navrhnout pólové ucho v jakékoli poloze jádra cívky, neomezeně na hlavu, ocas nebo střed, a také pokrýt metody návrhu vícepólového ucha a všech pólových ucha pro válcové baterie. .
Abychom mohli prozkoumat problematiku délky elektrody a průměru jádra, musíme nejprve prostudovat tři procesy: nekonečné předvíjení izolační fólie, nekonečné předvíjení záporné elektrody a nekonečné navíjení kladné elektrody. Za předpokladu, že průměr jehly cívky je p, tloušťka izolačního filmu je s, tloušťka záporné elektrody je a a tloušťka kladné elektrody je c, vše v milimetrech.
- Nekonečný proces předvíjení izolační membrány
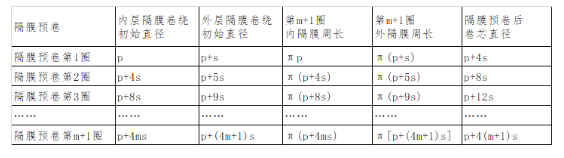
Při navíjení membrány se současně navíjejí dvě vrstvy membrán, takže průměr vnější membrány při procesu navíjení je vždy o jednu vrstvu větší tloušťky membrány (+1s) než vnitřní membrány. Počáteční průměr vnitřního vinutí membrány je koncovým průměrem předchozího vinutí a pro každé předvinutí membrány se průměr jádra zvětší o čtyři vrstvy tloušťky membrány (+4s).
Příloha 1: Zákon změny průměru nekonečného procesu předvíjení izolační membrány
- Nekonečný proces předvíjení záporné elektrody
Během procesu předvíjení záporné elektrody je v důsledku přidání vrstvy záporné elektrody průměr vnější membrány během procesu navíjení vždy o jednu vrstvu větší než tloušťka vnitřní membrány a jedné vrstvy záporné elektrody ( +1s+1a) a počáteční průměr vinutí vnitřní membrány je vždy roven koncovému průměru předchozí kružnice. V tomto okamžiku se pro každé předvinutí záporné elektrody průměr jádra zvětší o čtyři vrstvy membrány a dvě vrstvy o tloušťce záporné elektrody (+4s+2a).
Příloha 2: Zákon změny průměru nekonečného předvíjení desky záporné elektrody
Nekonečný proces navíjení desky kladné elektrody
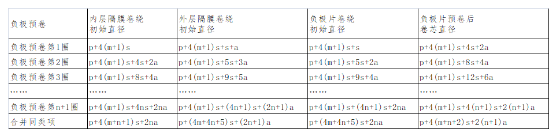
Během procesu navíjení kladné elektrody je v důsledku přidání nové vrstvy kladné elektrody počáteční průměr kladné elektrody vždy roven koncovému průměru předchozí kružnice, zatímco počáteční průměr vinutí vnitřní membrány se stává koncový průměr předchozího kruhu plus tloušťka jedné vrstvy kladné elektrody (+1c). Při procesu navíjení vnější membrány je však průměr vždy pouze o jednu vrstvu větší než tloušťka vnitřní membrány a jedné vrstvy záporné elektrody (+1s+1a). V tomto okamžiku je záporná elektroda předem navinutá pro každý kruh. Průměr jádra cívky se zvětší o 4 vrstvy membrány, 2 vrstvy záporné elektrody a 2 vrstvy tloušťky kladné elektrody (+4s+2s+2a).
Příloha 3: Zákon změny průměru kladné elektrody během procesu nekonečného navíjení

Výše jsme pomocí analýzy procesu nekonečného navíjení membrány a elektrodové desky získali variační vzor průměru jádra a délky elektrodové desky. Tato metoda analytického výpočtu vrstva po vrstvě přispívá k přesnému uspořádání polohy uší elektrody (včetně jednopólových uší, vícepólových uší a plných pólových uší), ale proces navíjení ještě neskončil. V tomto okamžiku jsou kladná elektrodová deska, záporná elektrodová deska a izolační fólie ve splachovaném stavu. Základním principem konstrukce baterie je vyžadovat, aby izolační fólie zcela zakryla desku záporné elektrody a záporná elektroda by také měla zcela zakrýt kladnou elektrodu.
Obrázek 3: Schematické schéma struktury válcové bateriové cívky a procesu zavírání
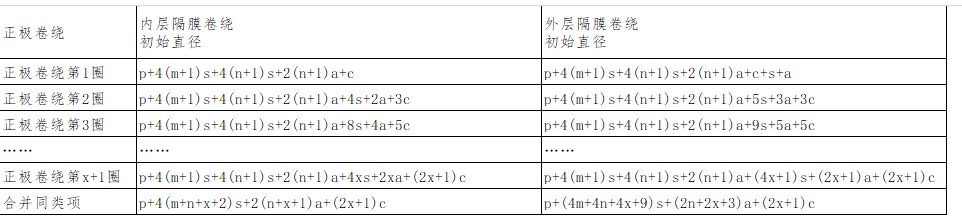
Proto je nutné dále prozkoumat problematiku vinutí jádrové záporné elektrody a izolační fólie. Je zřejmé, že protože kladná elektroda již byla navinuta a před tím je počáteční průměr kladné elektrody vždy roven koncovému průměru předchozího kruhu, počáteční průměr membrány vnitřní vrstvy nahradí koncový průměr předchozího kruhu. . Na tomto základě počáteční průměr záporné elektrody zvětší tloušťku jedné vrstvy membrány (+1s), zvětší počáteční průměr vnější membrány o jednu další vrstvu tloušťky záporné elektrody (+1s+1a).
Příloha 4: Změny průměru a délky elektrody a membrány během procesu navíjení válcových baterií
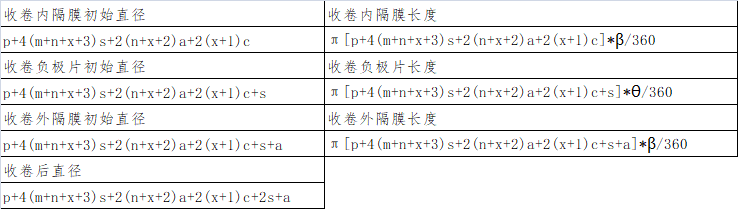
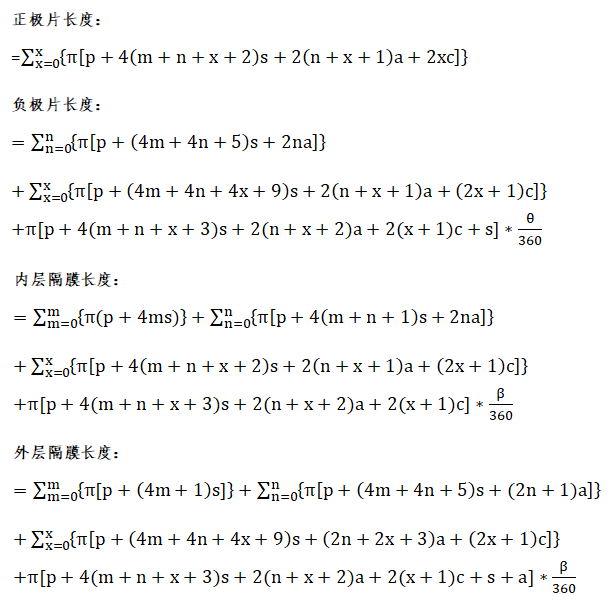
Dosud jsme získali matematické vyjádření délky pozitivní desky, negativní desky a izolačního filmu při libovolném počtu navíjecích cyklů. Předpokládejme, že membrána je předvinuta m+1 cyklů, záporná deska je předvinuta n+1 cyklů, kladná deska je navinuta x+1 cyklů a středový úhel negativní desky je θ°, středový úhel izolace navíjení filmu je β °, pak existuje následující vztah:
Určení počtu vrstev elektrody a membrány neurčuje pouze délku elektrody a membrány, což zase ovlivňuje návrh kapacity, ale také určuje konečný průměr jádra cívky, což výrazně snižuje riziko montáže jádra cívky. Přestože jsme po navinutí získali průměr jádra, neuvažovali jsme tloušťku ucha tyče a koncového lepícího papíru. Za předpokladu, že tloušťka pozitivního ucha je tabc, tloušťka negativního ucha je taba a koncové lepidlo je 1 kruh a překrývající se oblast se vyhýbá poloze pólového ucha o tloušťce g. Konečný průměr jádra je tedy:
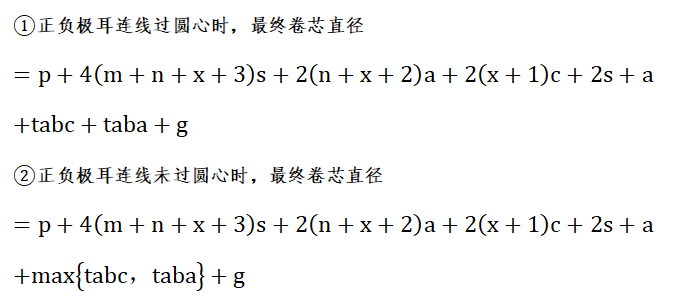
Výše uvedený vzorec je obecným vztahem řešení pro návrh válcových desek elektrod baterie. Určuje problém délky elektrodové desky, délky membrány a průměru jádra cívky a kvantitativně popisuje vztah mezi nimi, což výrazně zlepšuje přesnost návrhu a má velkou praktickou aplikační hodnotu.
Nakonec musíme vyřešit problém s uspořádáním uší tyče. Obvykle jsou na jednom pólovém nástavci jedno nebo dvě tyčová uši nebo dokonce tři tyčová uši, což je malý počet tyčových uší. Vývod jazýčku je přivařen k povrchu pólového nástavce. I když to může do určité míry ovlivnit přesnost návrhu délky pólového nástavce (aniž by to ovlivnilo průměr), vodítko pro poutko je obvykle úzké a má malý dopad, a proto obecný vzorec řešení pro návrh velikosti válcových baterií navržený v tomto článku tento problém ignoruje.
Obrázek 4: Rozložení pozitivních a negativních poloh uší
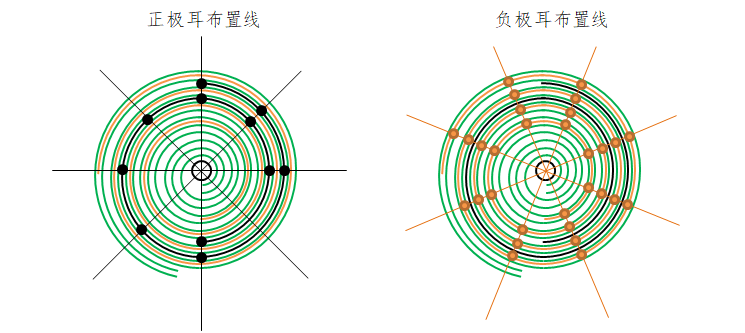
Výše uvedené schéma je schematickým nákresem umístění pólových oček. Na základě dříve navrženého obecného vztahu velikosti pólových nástavců můžeme jasně pochopit změny délky a průměru každé vrstvy pólových nástavců během procesu navíjení. Proto při uspořádání pólových nástavců mohou být kladné a záporné nástavce přesně uspořádány v cílové poloze pólového nástavce v případě jednoho pólového nástavce, zatímco v případě více nebo plných pólových nástavců je obvykle nutné vyrovnat více vrstev pólových oček. Na tomto základě se pouze potřebujeme odchýlit od pevného úhlu každé vrstvy očka, abychom získali polohu uspořádání každé vrstvy očka. Jak se průměr jádra vinutí během procesu navíjení postupně zvětšuje, celková vzdálenost uspořádání očka se přibližně mění aritmetickým postupem s tolerancí π (4s+2a+2c).
Abychom dále prozkoumali vliv kolísání tloušťky elektrodových desek a membrán na průměr a délku jádra cívky, vezmeme-li jako příklad 4680 velký válcový ušní článek s plnou elektrodou, za předpokladu, že průměr jehly cívky je 1 mm, tloušťka uzavírací páska je 16um, tloušťka izolační fólie je 10um, tloušťka desky kladné elektrody lisování za studena je 171um, tloušťka při navíjení je 174um, tloušťka desky záporné elektrody lisování za studena je 249um, tloušťka při navíjení je 255 um a jak membrána, tak deska záporné elektrody jsou předválcovány na 2 otáčky. Výpočet ukazuje, že deska kladné elektrody je navinuta na 47 závitů o délce 3371,6 mm, Záporná elektroda je navinutá 49,5krát, o délce 3449,7 mm a průměru 44,69 mm po navinutí.
Obrázek 5: Vliv kolísání tloušťky pólu a membrány na průměr jádra a délku pólu
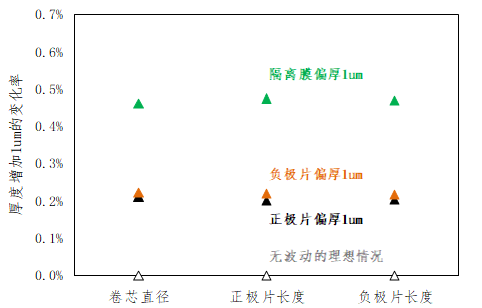
Z výše uvedeného obrázku je intuitivně vidět, že kolísání tloušťky pólového nástavce a membrány má určitý vliv na průměr a délku jádra cívky. Při odchylce tloušťky pólového nástavce o 1 um se průměr a délka jádra cívky zvětší asi o 0,2 %, zatímco při odchylce tloušťky membrány o 1 um se průměr a délka jádra cívky zvětší asi o 0,5 %. Proto, aby se řídila konzistence průměru jádra cívky, mělo by být kolísání pólového nástavce a membrány co nejvíce minimalizováno a je také nutné shromáždit vztah mezi odrazem elektrodové desky a časem mezi lisováním za studena a navíjením, aby se napomohlo procesu návrhu článku.
souhrn
1. Konstrukce kapacity a konstrukce průměru jsou logikou návrhu nejnižší úrovně pro válcové lithiové baterie. Klíč k návrhu kapacity spočívá v délce elektrody, zatímco klíč k návrhu průměru spočívá v analýze počtu vrstev.
2. Zásadní je také uspořádání poloh uší na tyči. Pro vícepólové ucho nebo celopólové ušní struktury může být vyrovnání pólového ucha použito jako kritérium pro hodnocení konstrukční schopnosti a schopnosti řízení procesu bateriového článku. Metoda analýzy vrstvy po vrstvě může lépe splňovat požadavky na uspořádání a vyrovnání polohy ucha.